CNC hajlítás
Az élhajlítás, a lézervágás és a stancolás mellett cégünk lemezmegmunkálási szolgáltatásainak egyik alappillére.
Élhajlítási szolgáltatásunk során a kivágott majd sorjamentesített sík lemezalkatrészekből a műszaki rajzoknak és specifikációknak megfelelő, formára hajlított funkcionális termékeket gyártunk.
Élhajlító gépeinkkel és a hajlításhoz szükséges legkülönfélébb szerszámainkkal összetett hajlított alkatrészeket állítunk elő.




A megtervezett alkatrészek gyártása előtt szoftverrel szimuláljuk és optimalizáljuk a hajlítási műveleteket, precíz, és pontosan illeszkedő termékeket gyártunk gyorsan és költséghatékonyan.


A CNC élhajlító gépekkel kis-, közepes és nagy szériamennyiségben állítunk elő magas minőségű hajlított lemezalkatrészeket vevőink igényeit rugalmassággal teljesítve.
Acél, rozsdamentes acél, alumínium, sárgaréz és vörösréz lemezalapanyagokból készült alkatrészeken kívül köranyagokból, laposanyagokból, négyzetanyagokból, rúdanyagokból készült munkadarabokat is hajlítanak élhajlító szakembereink.
Élhajlító gépeinkkel továbbá alumínium kompozit szendvicslemezekből, ipari műanyag lemezekből, perforált és expandált lemezekből is készítünk hajlított alkatrészeket.
Élhajlított termékeinket iparágak széles körében hasznosítják, például a bútoriparban, építőiparban, gépiparban, járműiparban.
Számtalan helyen találkozhatunk mindennapjaink során élhajlított alkatrészekkel, pl. gépburkolatok, ipari berendezések, háztartási készülékek, bútorok esetében is.







Széleskörű élhajlítási kapacitás:
Élhajlított alkatrészeket akár 130 tonna nyomóerővel, 3000mm hajlítási hosszúságig állítunk elő prémium kategóriájú élhajlító gépeink segítségével. Széleskörű élhajlítási kapacitásunk 0,5 mm vastagságú finomlemez alkatrészektől kezdve egészen 15 mm anyagvastagságú lemeztermékek pontos méretre hajlítását biztosítja.





CNC élhajlító gépek működése
Az élhajlító gépek leggyakrabban CNC, vagyis számítógépes számjegyvezérléssel felszerelt hidraulikus munkahengerek által függőlegesen mozgatott présgerendával ellátott süllyesztékes hajlítóprések, amelyek számítógépes számjegy vezérléssel felszereltek. A CNC vezérlésbe az összes élhajlítási paraméter beprogramozható, és ezeknek megfelelően mozgatja a gép elektrohidraulikus szervorendszere a gerendát, valamint a hátsó ütköző- és támasztórendszereket.
A modern élhajlító gépek elérhetőek hidraulikus rendszer nélkül, szervomotoros meghajtással, amelynek előnyei közé sorolhatóak az alacsony energiafelhasználás és a magas tengelymozgási sebességek.
Mi az élhajlítás? Az élhajlítás folyamata
Az élhajlítás egy képlékeny lemezalakítási eljárás, amely során a sík fémlemezt meghatározott vonalban, mechanikai erő hatására, a teljes hajlítási vonal mentén pontos szögben hajlítja meg az élhajlító gép. Egyenes vonalú, hajlított élt képez a lemezalkatrészen a gép, emiatt nevezik élhajlító gépnek, a folyamatot pedig élhajlításnak.
A CNC vezérlésű élhajlító présgépek a megmunkálandó alkatrészek CAD modelljei, műszaki rajzai és előírásai alapján kerülnek beprogramozásra. A hajlítási programfájlok lementésre kerülnek, így visszatérő rendeléseknél előhívhatóak, ezáltal növelve a hajlítás termelékenységét és hatékonyságát, csökkentve a beállítási időket.
Ezt követi a gépek felszerszámozása, amely során a hajlítási feladathoz szükséges felső szerszámok (bélyegek), valamint az alsó V alakú süllyesztékes szerszámok (matricák) behelyezése és rögzítése a hajlítógépbe.
A gépkezelő a beállítási műveleteket követően a sík lemezalkatrészt a gép hátsó ütközőrendszeréhez pozícionálja.
Ezután egy lábpedálra lépve a présgerenda az alkatrész vastagságának, anyagának, hajlítási élhosszának, és a hajlítandó szög függvényében megfelelő utat tesz meg lefelé, így a felső szerszám a kellő nyomóerővel belepréseli a lemezt az alsó szerszámba, így kialakítva a kívánt hajlítást.

Szabad hajlítás:
Szabad hajlítás során a felső szerszám (bélyeg) lefelé nyomja az alkatrészt, amely az alsó szerszám (matrica) felső élein fekszik.
A felső szerszám a beprogramozott mélységig süllyed, az alkatrészt az alsó süllyesztékes szerszámba nyomja, anélkül, hogy az alsó süllyeszték falaihoz hozzápréselné.
A felső szerszám megtett úthosszának függvényében az alkatrész mindkét szára felhajlik, így kialakítva a kívánt szögben meghajlított alkatrészt. Szabad tér marad a felső szerszám, az alkatrész és az alsó szerszám között egyaránt.
A szabad hajlítás nagy előnye a préselő hajlításhoz képest, hogy különböző szögekben hajlíthatóak meg az alkatrészek egy műveletben, szerszámcsere nélkül, ezáltal biztosítva a költséghatékony gyártást.
A kívánt hajlítási szög eléréséhez, az élhajlító gép vezérlése kiszámolja, a hajlítandó alkatrész anyagminősége, anyagvastagsága és a hajlítási élhosszúsághoz szükséges nyomóerőt, valamint úthosszt.


Félsüllyesztékes hajlítás:
A felső hajlító szerszám az alkatrészt az alsó szerszám süllyesztékébe nyomja, ezáltal a süllyeszték kialakítása határozza meg az alkatrész alakját. Kizárólag a felső szerszám és az alkatrész között marad szabad tér.
Süllyesztékes hajlítás:
Más néven préselő hajlítás, amelynél a felső és az alsó szerszámoknak tökéletesen egymáshoz kell illeszkedniük. A hajlítás során a felső szerszám (bélyeg) az alkatrészt az alsó szerszámba (matrica) teljesen mértékben belenyomja. Alakzáró folyamat, mivel nem marad szabad tér a felső szerszám, az alkatrész és az alsó szerszám között. Minden alakzat, forma kialakításához egy saját szerszámra van szükség, emiatt ilyen szerszámpárt nagy szériaszámú alkatrészgyártás esetében érdemes alkalmazni.
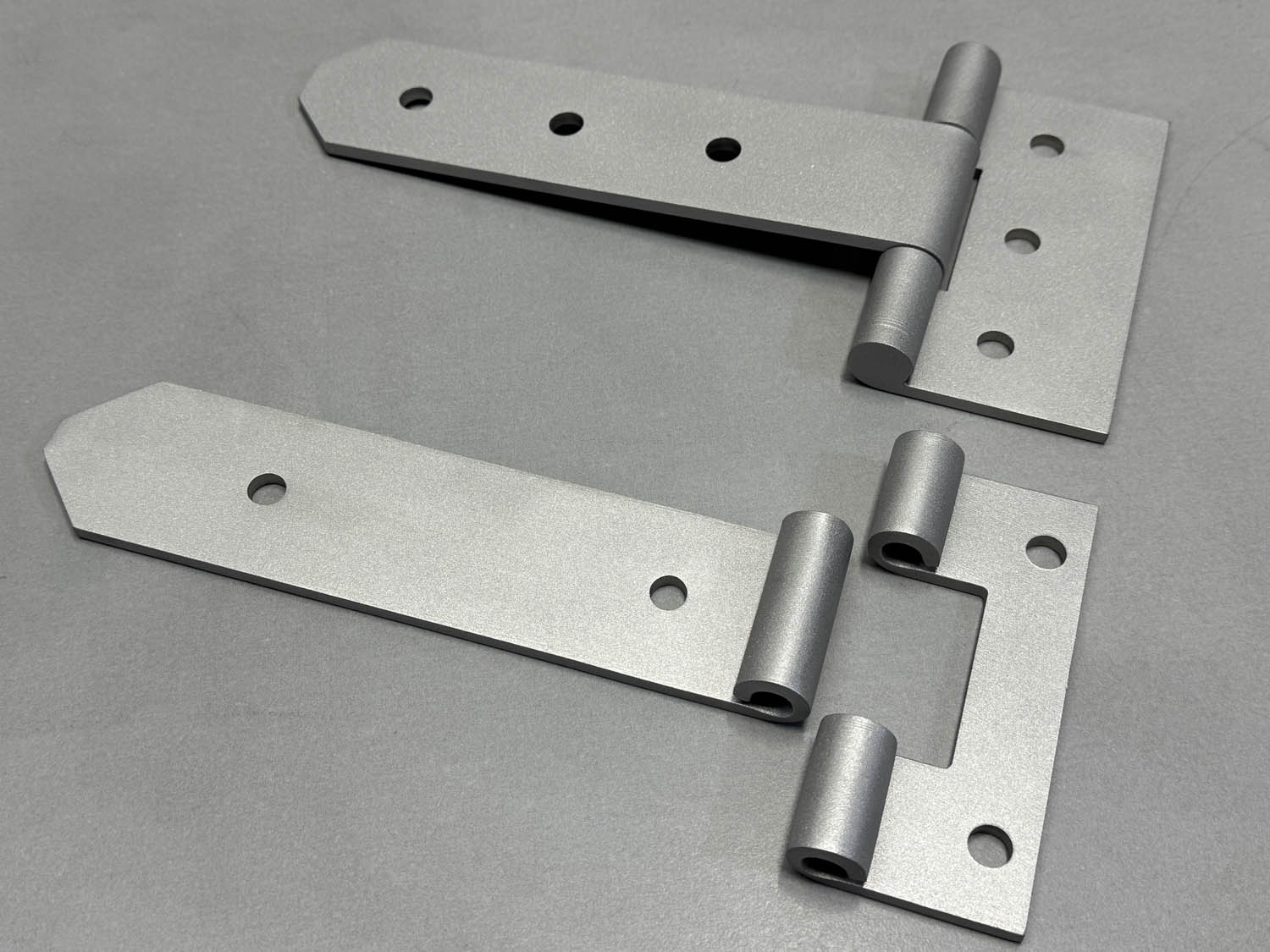
Falcolás és összenyomás:
A lemez falcolás, összenyomás, visszavasalás két lépésből álló hajlítási műveletsor. Az első a hajlítás, a második az összenyomás, más néven vasalás. A speciálisan kialakított felső és alsó élhajlító szerszámok kettő művelet megvalósítására képesek. Az első hajlítás során előszőr minél hegyesebb szögre szükséges meghajlítani az alkatrészt, majd az alsó szerszám hátrafelé történő elmozdulását követően a felső szerszám lepréseli, összenyomja a hegyes szögű hajlítást.
Falcolás esetében a hajlított alkatrész mindkét szára között rés marad, amelyet legtöbbször arra alkalmazunk, hogy egy másik alkatrészt akasszunk bele. Összenyomást azonban gyakran alkalmaznak merevítésnek, azonban élvédő funkciót is egyaránt ellát, a visszavasalás alakjának köszönhetően.
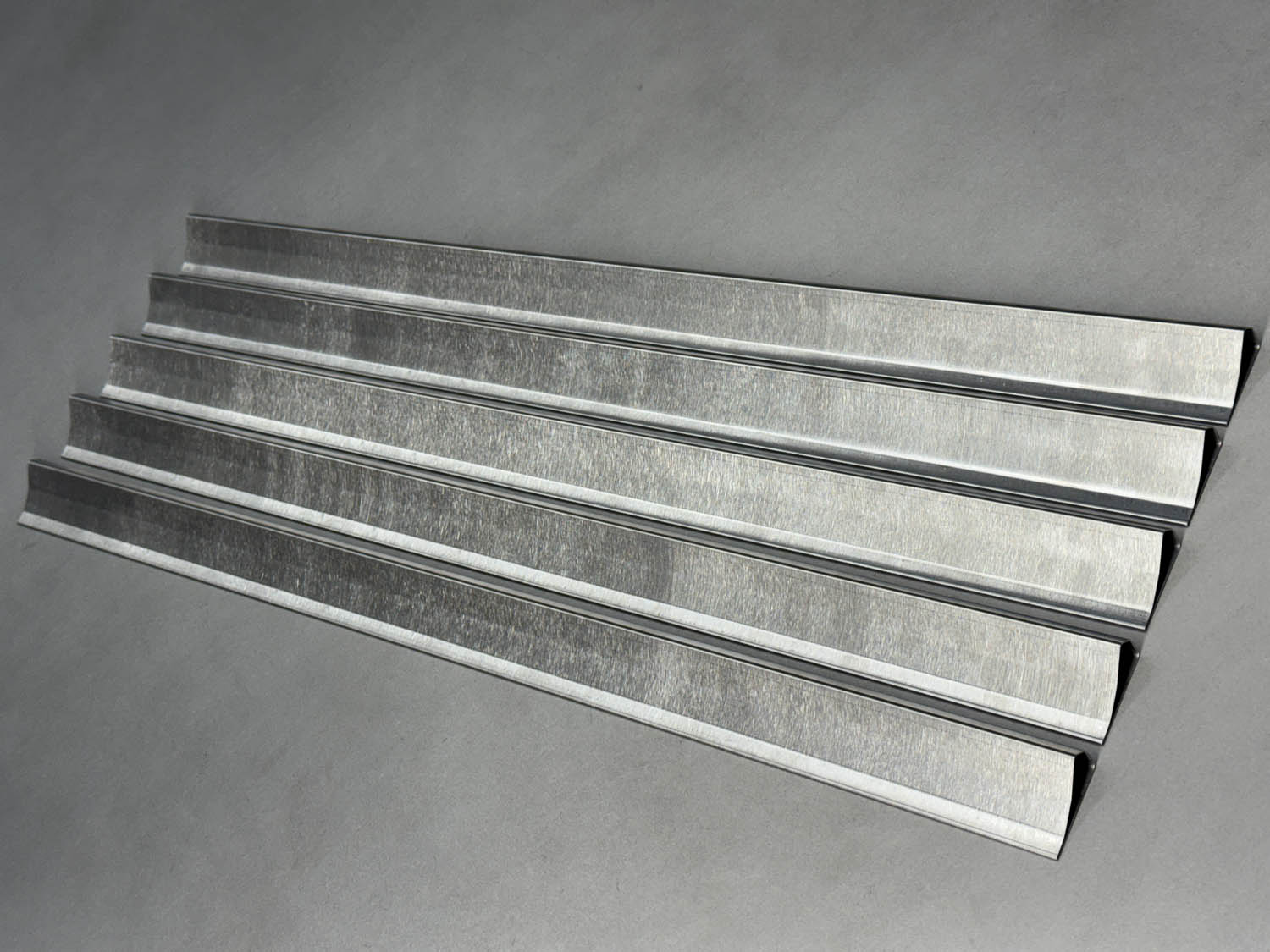
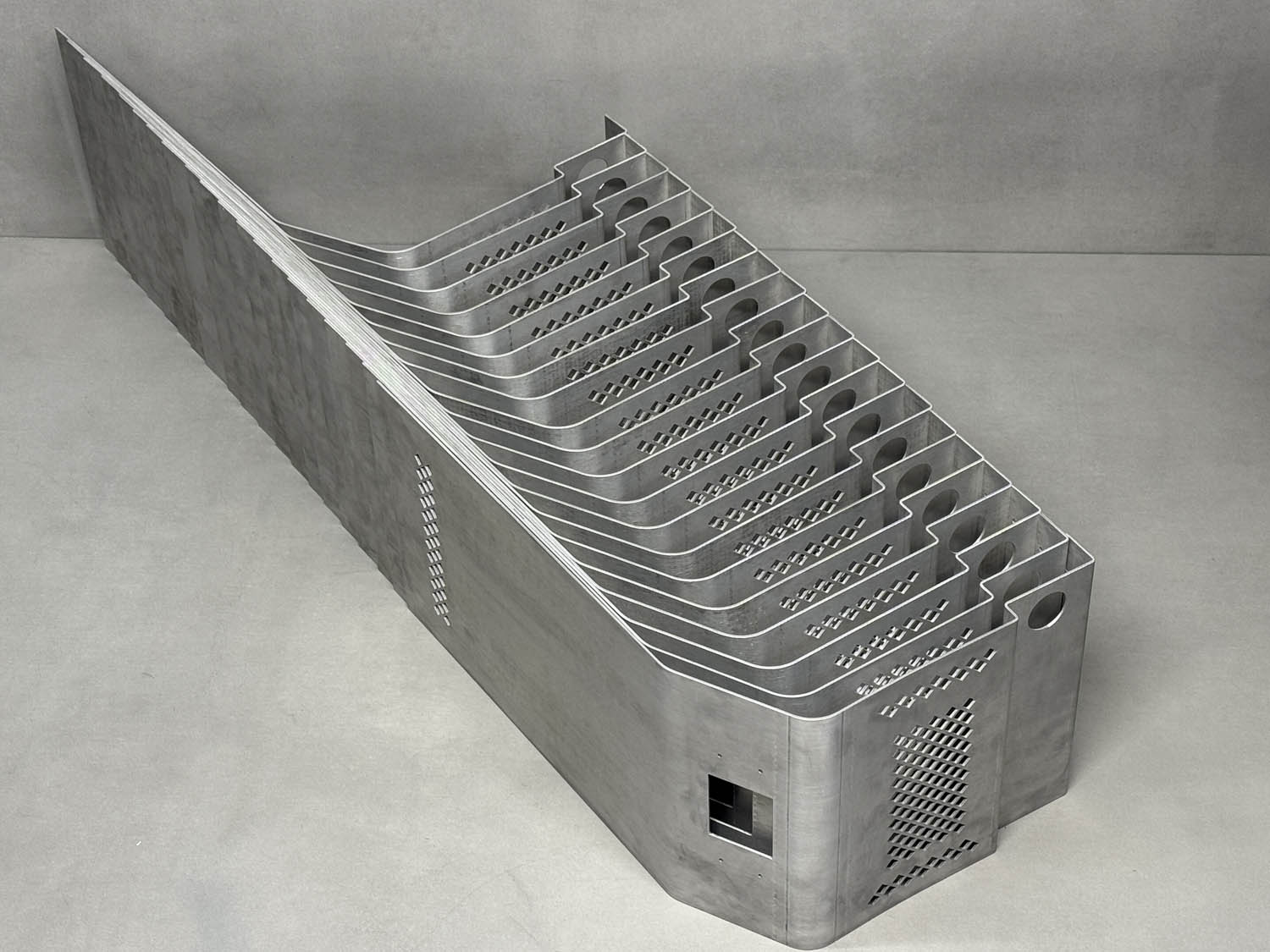
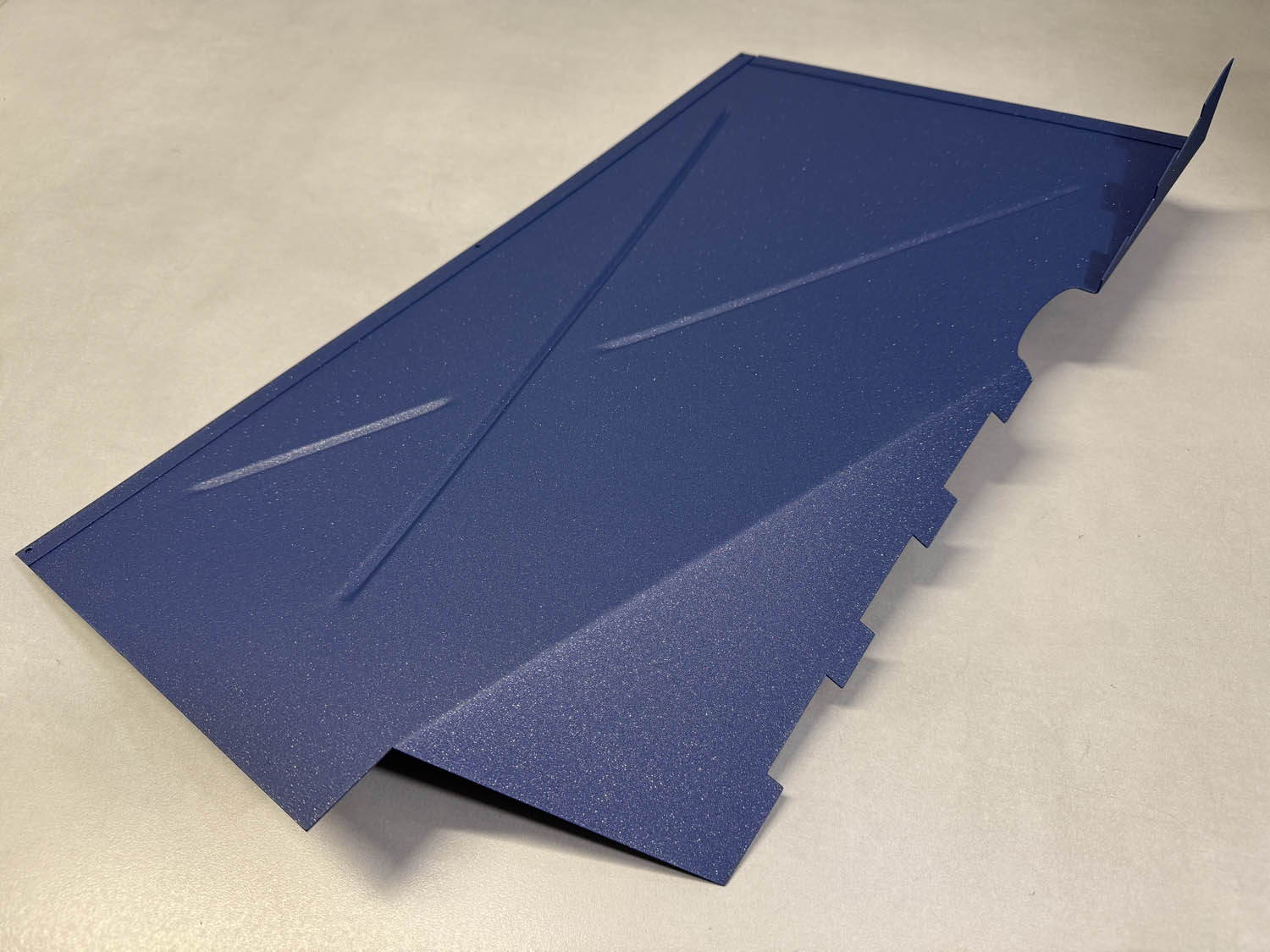
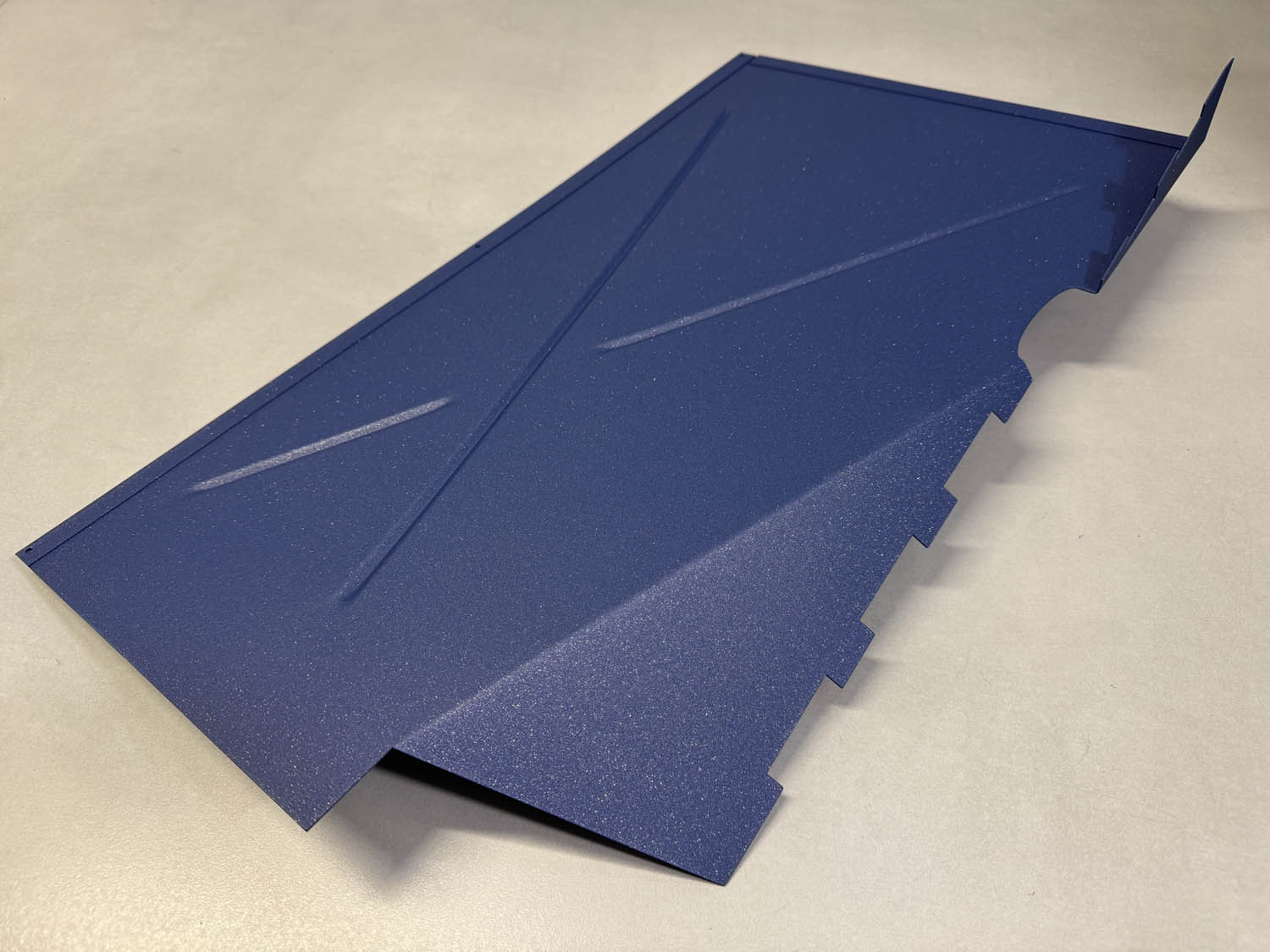
Sorozatos hajlítás, szteppelés:
Sorozatos hajlításnak, szteppelésnek nevezzük azt a technikát, amikor ívet vagy íveket alakítunk ki munkadarabokon élhajlító gép segítségével. Az ívek nem körívek, hanem szakaszolt ívek, amelyeket egyenesek és szögek alkotnak.
A szteppelő hajlításnál az élhajlító gépen sok élhajlítási lépés követi egymást, és lépésről lépésre alakul ki a kívánt geometriájú íves alkatrész.
Egyaránt fontos, a szükséges hajlítások száma, a hajlítások közötti távolságok és a hajlított szögek pontossága, így esztétikus és pontos ívelt alkatrészeket alakíthatunk ki a kívánt formákra.
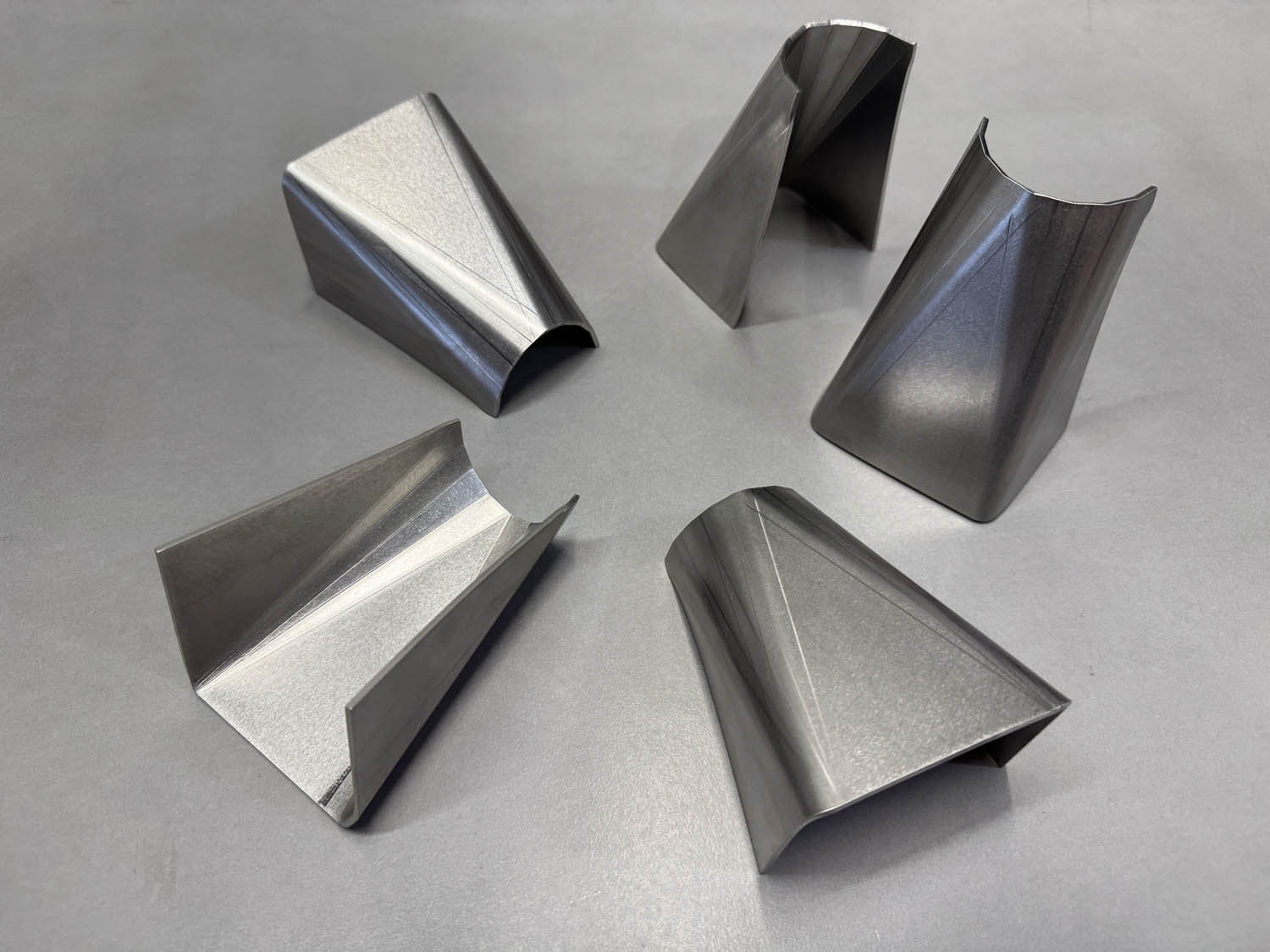
Íves, hengeres alkatrészeket 3 hengeres hengerítő gépekkel is gyártunk, azonban az összetett geometriájú alkatrészek rajzpontos formára alakításának esetében a szteppelés jelent megoldást. A hengerhajlító gépek felső adagolóhengerének átmérőjénél kisebb íves alkatrészeket gyárthatunk élhajlító gépekkel.
Sorozatos hajlítással szűkítőket, kúpokat, konfúzorokat gyárthatunk.



Gépparkunk
Élhajlító gépparkunk rendkívül széleskörű, amelyben az 1m szélességű teljesen elektromos meghajtású élhajlító géptől kezdve egészen a 130 tonna maximális nyomóerővel rendelkező, 3 méter széles hidraulikus hajlítógépek is megtalálhatóak. Mivel többféle, különböző tulajdonságokkal és kapacitással rendelkező gép áll rendelkezésünkre, így kiválaszthatjuk az adott feladathoz leginkább megfelelőt.
Korszerű gépeink hidraulikus alsó és felső szerszámmegfogással ellátottak. Egy gomb megnyomására a hidraulikus megszorítók rögzítik, vagy kioldják a behelyezett szerszámokat. Ez a funkció lényegesen felgyorsítja az átszerszámozási időt, növelve a termelékenységet, költséghatékony gyártást eredményez.
Több évtizedes szakmai tapasztalatunk és a folyamatos innováció lehetőséget biztosít arra, hogy az egyszerű hajlított alkatrészektől, az összetett hajlítási feladatokon keresztül számos bonyolult geometriájú hajlított munkadarabot hozzunk létre költséghatékonyan, kiváló minőségben, az előírt tűrések betartásával.
A folyamatos karbantartás biztosítja a gépeink pontosságát, a méret és alakhű termékelőállítást, az alkatrészek kiváló illeszkedését, a tűrések betartását.
Az élhajlító gépeinken korszerű szoftverek futnak, amelyek grafikus 3D megjelenítéssel, érintőképernyővel, gyors programozási lehetőségekkel segítik szakképzett és tapasztalt kollégáinkat feladataikban, valamint minimalizálják a hibák előfordulásának lehetőségét.
Fontos számunkra, hogy élhajlítási szolgáltatásunkat gyorsan, precizitással, gazdaságosági szempontokat szem előtt tartva nyújtsuk, elérve ügyfeleink elégedettségét.
Élhajlító szerszámaink
Számos élhajlító szerszám áll rendelkezésünkre. Sztenderd kivitelű kések és matricák mellett, különböző rádiusz-szerszámok, billenő matricák, rugalmas ipari műanyag alsó szerszámok, élhajlító szalagok, poliuretán matricák, visszavasaló szerszámok, valamint egyedi, speciális szerszámok biztosítanak lehetőséget hajlítási folyamatok széles spektrumára. Forgácsoló gépparkunk lehetővé teszi egyedi szerszámok saját gyártását is.
A tervezőmérnökök számára széleskörű tervezési szabadságot biztosítanak élhajlító gépeink, hiszen a legkülönfélébb, összetett, komplex hajlítási feladatokra is megoldást biztosítunk.

Élhajlító gépeink
Trumpf TrumaBend V130
Akár 3000mm hosszú alkatrészek hajlítását is lehetővé teszi, valamint 130 tonna maximális nyomóerővel képes lemezalkatrészek hajlítására.
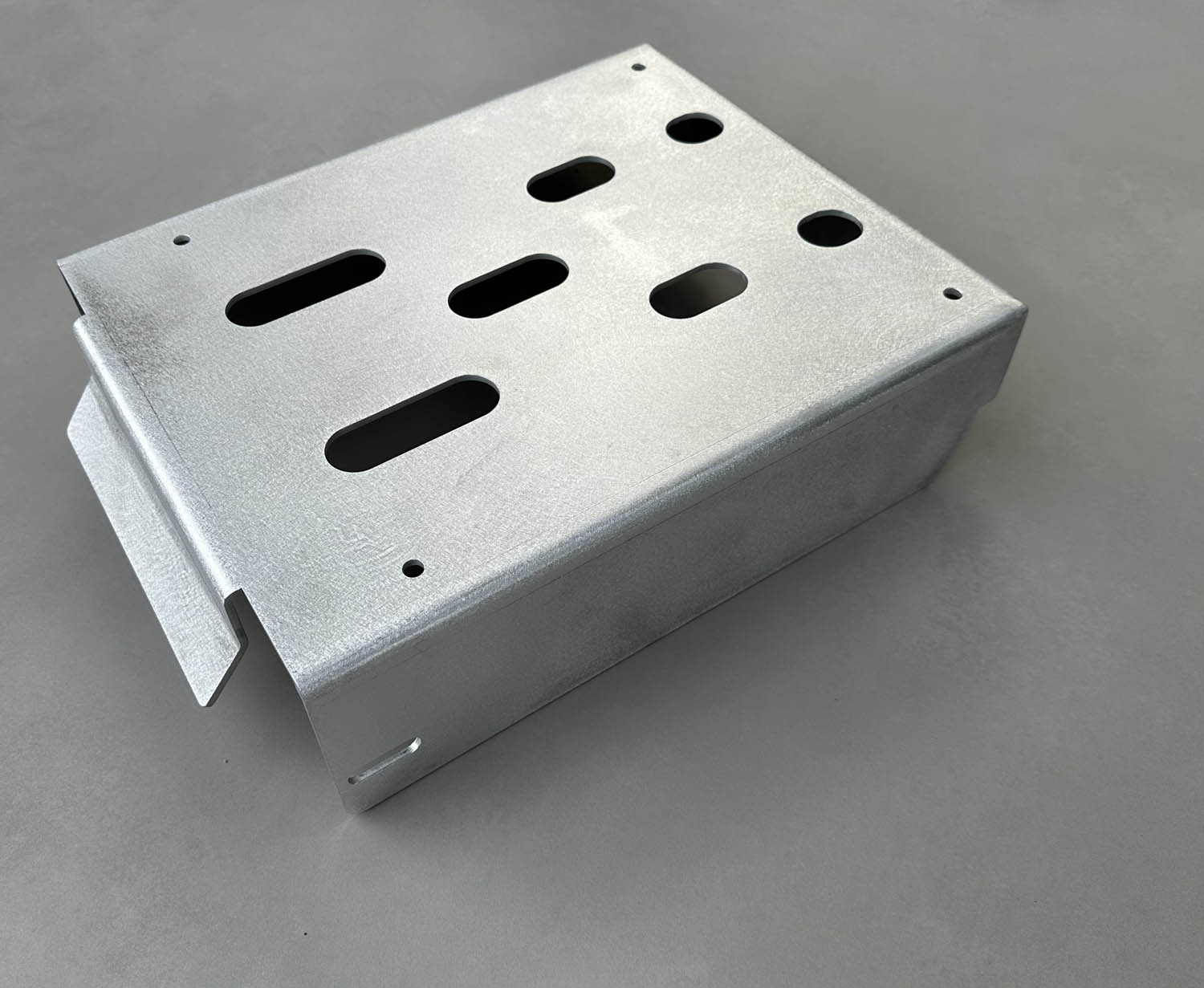
Az 535mm hasznos magasság a felső és az alsó szerszámmegfogó között, valamint a magas szerszámok lehetővé teszik mély dobozok és burkolatok könnyed gyártását.
A gép automata hidraulikus szerszámrögzítő rendszerrel felszerelt, ami meggyorsítja a szerszámok cseréjét, lerövidíti az átállási időt, ezzel időt és költséget takarít meg és gazdaságos gyártást biztosít.
Az automatikus bombírozás az alsó szerszámokat feszíti elő, ami nagy hajlítási hossz esetén is biztosítja a pontos, egyenletes szöget.
Az alsó szerszámok vezérelhető eltolása, valamint a speciális szerszámok lehetővé teszik falcolások, összenyomások és visszavasalások kialakítását is egy szerszámpárral. Nem szükséges több szerszám használata, flexibilis, termelékeny és precíz megmunkálást tesz lehetővé a gép, emellett igényes, magas minőségű termékek előállítását biztosítja.


Trumpf TruBend 7036
Precíz, kompakt elektromos meghajtású élhajlítógép, amely rendkívül gyors és dinamikus, ami garantálja a rövid ciklusidőket, növeli a produktivitást. A nagy szériájú, kisebb méretű, komplex alkatrészek hajlítására is kiválóan alkalmas a gép. A felső gerendába integrált kezelőfelület gyorsítja a munkavégzést, és könnyű kezelhetőséget biztosít.
A szervomotoros élhajlító gép 36 tonna maximális nyomóerőre képes, amelyen legfeljebb 1020 mm élhajlítási hosszúságú alkatrészeket munkálhatunk meg.
Kompakt, kis méretű, alacsony tömegű gép, ezáltal a meghajtó elektromos motoroknak kisebb tömegű gépalkatrészeket kell mozgatniuk a hajlítási műveletek során, így energiaszükséglete alacsonyabb a hidraulikus élhajlítógépekéhez képest, ennek köszönhetően gazdaságos gyártást biztosít.
Az alsó és a felső szerszámok cseréjét egyaránt automata hidraulikus szerszámbefogó segíti és gyorsítja.
Amada HFP 5020
Maximálisan 50 tonna nyomóerő áll rendelkezésre, akár 2000 mm hosszúságú alkatrészek élhajlításához.
A gép 7 vezérelt tengellyel rendelkezik, amelyek megkönnyítik az összetett geometriájú alkatrészek kialakítását. A felső szerszám úthosszának rövidítésével felgyorsíthatjuk a ciklusidőt.
Nagy tengely és munkasebesség jellemzi a gépet, valamint a felszerszámozáshoz szükséges idő is rövid köszönhetően a hidraulikus szerszámbefogó rendszernek.
Energiahatékony, nagy pontosságú gép, amely rendkívül termelékeny gyártást tesz lehetővé, biztosítva az alkatrészek magas minőségét.

Felületvédelem élhajlítás során
Az élhajlítás során a szerszámok nyomot hagyhatnak az alkatrészeken, amely azonban elkerülhető az alkatrész és az alsó szerszám közé helyezett szilikonlemez fóliával, így a szerszám nem érintkezik közvetlenül az alkatrésszel. Ezen kívül különböző speciális billenő alsó szerszámok, valamint poliuretán matricák is rendelkezésünkre állnak annak érdekében, hogy a hajlított alkatrészek felületét megvédjük az esteleges hajlítási nyomoktól.
Magas szakmai és technológiai hátterünk, több évtizedes tapasztalatunk, prémium kategóriás gépeink, rövid szállítási határidők, rugalmasságunk és hozzáállásunk biztosítják új és visszatérő megrendelőink számára a minőséget és a versenyképes árakat.
Minőségellenőrzés
Élhajlítási folyamatainkat is minőségellenőrzések kísérik. Az első munkadarab meghajlítását követő és a gyártásközi minőségellenőrzések biztosítják a precíz, pontos, mérettűréseket betartó, minőségi hajlított alkatrészek előállítását, amelyeket a vállalatirányítási szoftverünk gyártáskövető modulja is támogat. A minőségellenőrzések során a hajlítási szögek, méretek, furattávolságok kerülnek kontrolálásra.




Lemezek szálirányának jelentősége
Az élhajlítási folyamatoknál rendkívül fontos a lemezalapanyag előállításakor, hengerlésekor keletkező szálirány. A kivágott lemezalkatrészek a száliránnyal párhuzamosan hajlítva eltérően viselkednek, hajlanak, mint a szálirányra merőlegesen történő élhajlításnál.
A tapintó tárcsákkal rendelkező felső szerszámokkal ellátott élhajlító gép szerszámai megmérik a hajlítási szöget, majd kommunikálnak a gép vezérlőjével és automatikusan kompenzálják a hajlítási erőt és úthosszt, így szögpontos élhajlítások készülnek.
Élhajlító szakembereink egyaránt mérik és figyelmet fordítanak, hogy a hajlítási folyamatok a kívánt geometriájú, magas minőségű alkatrészeket eredményezzék.
A védőfóliával ellátott lemezeken nyilakkal jelölik a szálirányt, valamint lézervágó kollégáink a szálirányra figyelmet fordítva helyezik el az alkatrészeket a lemezalapanyagokon. Azokban az estekben amikor helytakarékossági szempontból elforgatják az alkatrészeket a lemeztáblákon, mindig külön és jelölve teszik a kivágott alkatrészeket palettákra, így megkönnyítve a későbbi hajlítási műveleteket.
Élhajlítási kapacitásaink:
Hajlítási hosszúság maximum: 3000mm
Maximális nyomóerő: 130 tonna
Anyagvastagság tartomány: 0,5 – 15mm, amely a hajlítandó alkatrész hajlítási élhosszúságának függvénye